Die Tool Produzione
Una singola o multi cavità di prodotto viene preparata in forma di metallo con l'aggiunta di tutta la contrazione di cera e metallo per creare un motivo a cera, che corrisponderà alla forma e alle dimensioni delle parti in fusione.
Iniezione di cera
La cera vergine o rivendicata in forma semi-liquida viene iniettata in uno strumento a matrice singola o multi-cavità utilizzando la pressa per iniezione a cera (completamente automatica, semi automatica, manuale). Questi processi daranno un modello di cera che sarà il modello delle parti destinate alla fusione.

Assemblaggio del modello in cera
Il modello di cera pulito è assemblato sul corridore con tutte le modalità di manipolazione e di espulsione per il processo successivo. questo processo è supportato dall'ingegnere dei metodi.
Shell Edificio
First, Primary Coating applied on wax pattern assembly by using ceramic slurry & sand, surface finish depends on primary coating & wax pattern surface. Then repeated back-up coating will apply with defined drying time to form a self supporting shell.
De ceretta
At De-waxing stage wax is melted out by applying steam pressure (Using Autoclave). Now, shells having cavities inside.

Conchiglie di fusione
Le conchiglie sono preriscaldate a temperatura e tempo specifici. Il metallo fuso specifico viene fuso nel forno di fusione ad induzione. Metallo fuso de-gassato e de Slaged versato in gusci preriscaldati a temperatura specifica.
Knock Out
Dopo il raffreddamento dei gusci, le ceramiche vengono rimosse mediante vibrazioni meccaniche e le parti vengono separate da macchine da taglio o da taglio ad arco di gas.

Heat Treatment
I getti sono trattati termicamente in casa, secondo lo standard richiesto nella fornace di trattamento termico programmabile.

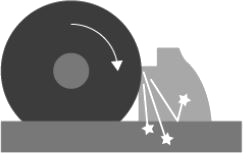
Fettling
le parti trattate termicamente vengono inviate per la rettifica dei cancelli e la pulizia della superficie in base alle esigenze dei prodotti di finitura.
lavorazione a macchina
I pezzi fusi vengono lavorati internamente utilizzando varie macchine a controllo numerico CNC, VMC e VTL per ottenere l'accuratezza dimensionale secondo i disegni.
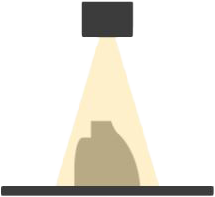
analisi
Le parti vengono ispezionate per difetti di superficie e sottosuperficie. L'ispezione visiva e dei liquidi penetranti viene eseguita per l'identificazione dei difetti superficiali. La radiografia e l'ispezione delle particelle magnetiche vengono eseguite per il rilevamento dei difetti della superficie inferiore. I test di pressione assicurano componenti privi di perdite.
Ispezione finale
I prodotti finiti di microfusione vengono ispezionati visivamente e dimensionalmente secondo il disegno, l'ordine di acquisto e la scheda tecnica forniti dal cliente.